RD Velho huolehti tänäkin jouluna työntekijöidensä ravintotilanteesta antamalla lahjaksi mainion einespaketin. Sisällöllisesti paketti oli aivan mainio, mutta laatikon suunnittelija ei ollut ottanut kahvan yksityiskohdissa huomioon massiivista sisältöä. Pikagallupin mukaan kahvan pettämisprosentti nousi huolestuttavan suureksi. Jollakin se ei ollut hajonnut.
Kahvan tekeminen pahvilaatikkoon on vaikeaa. Sivusin aihetta syyskuussa esittelemällä Scanstar-kilpailutyön, jossa kahva oli toteutettu muoviosalla. Yleisesti ottaen muoviset kahvat tai vahvikenauhalla toteutetut kahvat ovat kestäviä myös hieman painavammissa pakkauksissa. Pelkällä pahvilla toteuteut kahvat ovat toimivia vain keveillä pakkauksilla.
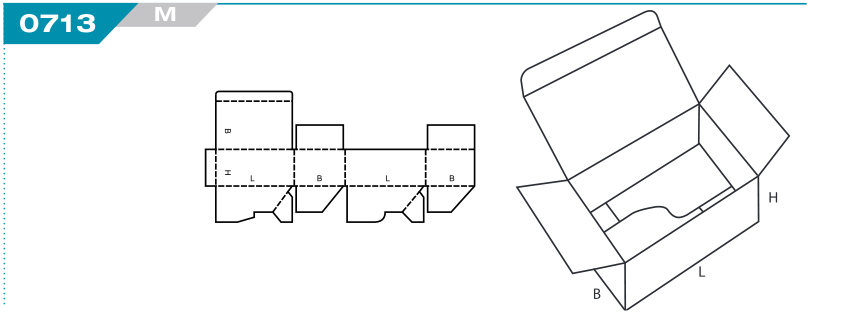
Laatikon rakenne oli Fefco 0713S, josta tekee erikoisen nimenomaan kahva. Ongelmana oli, että kahva repesi juuresta irti. Rakenne oli tehty siten, että se muodostui kahdesta kahvasta, mikä vahvistaa sitä jonkin verran. Käytännössä kaksinkertainen rakenne ei kuitenkaan läheskään tuplaa kestävyyttä, sillä niiden saaminen toimimaan täsmälleen yhdessä on mahdotonta. Yleensä ensin kantaa toinen ja kun se alkaa hajota, tulee toinen osa mukaan. Hajoaminen tapahtuu yleensä nopeina peräkkäisinä tapahtumina. Tässä tapauksessa kahvan toimintaa haittaa vielä se, että pystysuorissa osissa on paperin kuitusuunta poikittain.
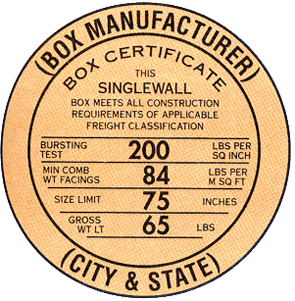
Pahvi on C-aaltoista ja kaikki paperit ovat asianmukaisesti ensikuitua. Papereiden grammapaino on luokkaa 200 g/m^2. Jos kestävyyttä suunnittelupöydällä tarkastellaan puhtaan teoreettisesti, voidaan kahvalle laskea huomattavan suuri vetolujuus. SCA kertoo 200 -grammaiselle kraftlinerille poikkikuituun vetolujuudeksi 8,2 kN/m. 3 cm kaistale yksiaaltoista pahvia kestäisi 75 kg. Tästä voisi vetää johtopäätöksen, että marginaalia on valtavasti, koska kahvoja on kaksi ja sisältö ei kuitenkaan painanut kuin ehkäpä nelisen kiloa.
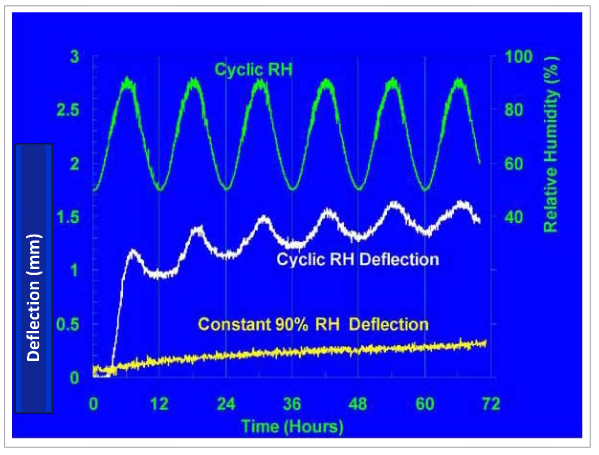
Monimutkaisemmat laskelmat ovat suunnittelussa epätodennäköisiä, joten repeämisriskiä ei ole helppo havaita ennen kokeilua. Yksinkertainen vetolujuuden tarkastelu ei paljasta vauriomekanismia. Vaurio syntyi siten, että kahva lähti repeämään tyvialueelta. Kriittiseksi parametriksi nousee repeämislujuus, jonka suhteen paperit ovatkin oikein päin. Kuivana pahvi olisi varmasti kestänytkin, mutta kylmäkuljetuksessa kosteus nousee korkeaksi, jopa kondensoivaksi. Tällöin paperin ominaisuudet heikkenevät, eikä kuivana tehdyt kokeilut enää ole paikkansapitäviä.
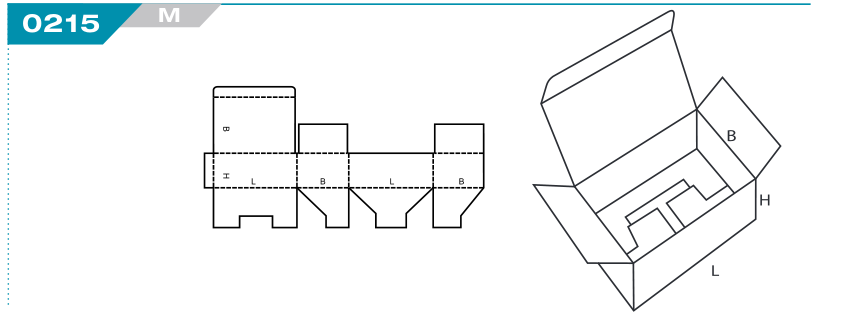
Varmin tapa korjata ongelma on käyttää muovisia kahvoja. Laatikossa käytetty pahvi on tuntumani mukaan riittävän hyvää kestämään muovikahvan rasitukset. Toinen vaihtoehto olisi käyttää suuremmalla kahvalla olevaa rakennettea, kuten Fefco 0217. Jos kahvoissa suunnitteluvaiheessa nousee epäilys kestävyydestä, voidaan käytännössä olla varmoja, että lujuus ei riitä. Tässä asiassa ei pidä olla optimisti.

Rakenne petti kriittisestä paikasta.
 Tällaisessa nipussa ne toimitetaan. http://solutions.3m.com/wps/portal/3M/en_US/Adhesives/Tapes/Products/~/Carry-Handles?N=5486117&rt=r3
Tällaisessa nipussa ne toimitetaan. http://solutions.3m.com/wps/portal/3M/en_US/Adhesives/Tapes/Products/~/Carry-Handles?N=5486117&rt=r3