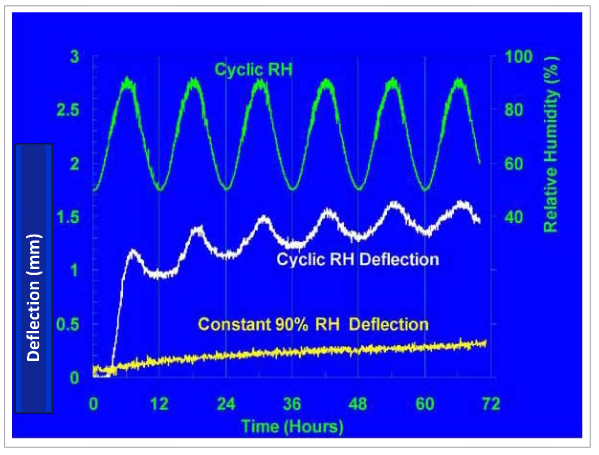
Merirahtia pidetään ongelmallisena kosteusrasituksen vuoksi. Olen aiemmin käsitellyt kuljetuksenaikaisen kosteusrasituksen vaikutusta aaltopahvin pinontalujuuteen ja todennut, että pahvin kannalta kaikkein ongelmallisinta on syklinen kosteus. Mittausten perusteella syklistä kosteutta esiintyy nimenomaan maarahdissa eikä merirahdissa. Tämä johtuu siitä, että merirahdissa konttien lämpötila ei kovin suuresti vaihtele vuorokauden aikana. Kontin sisällä oleva kosteusmääräkään ei kovin rivakasti vaihtele, joten suhteellinen kosteus muuttuu pikemminkin päivien syklillä kuin tuntien syklillä.
Maantierahdissa päivän vaihe vaikuttaa varsinkin kesäiseen aikaan merkittävästi rahtitilan sisälämpötilaan. Päivällä lämmintä saattaa olla 50 astetta ja yöllä ollaan lähellä nollaa. Tällöin suhteellinen kosteus on päivällä pieni ja yöllä ollaan jopa kondensoivassa tilassa. Tämä johtaa sykliseen kosteusrasitukseen.
Lyhyillä reiteillä ei syklejä kovin montaa ehdi tulla, joten kosteusrasitus jää vähäiseksi, mutta pidemmillä maakuljetuksilla pitää syklien määrä huomioida kasvattamalla pinonnan varmuuskerrointa. Maalla pitkiä kuljetuksia esiintyy lähinnä suuremmilla mantereilla, mutta tilanne on myös sama ulkona tapahtuvissa konttisäilytyksissä, joita harrastetaan yleisesti erilaisissa logistiikkakeskuksissa, kun kontti odottaa seuraavaa siirtoa.
USA:n maarahdissa mitattuja käppyröitä voi katsella täältä: http://www.ista.org/forms/ISTA_Temperature_Report-2002.pdf